



电铸模具-旋钮电铸模具-东莞和亚模具厂
东莞市和亚精密模具有限公司
经营模式:生产加工
地址:东莞市虎门雅瑶四巷2号
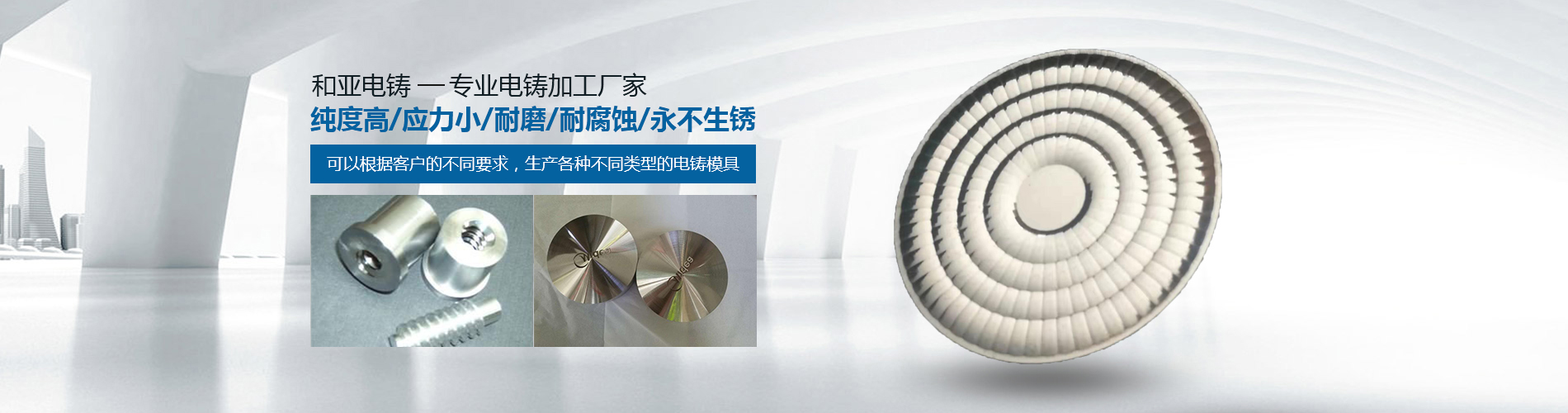
主营:根据客户的不同要求,生产各种不同类型的电铸产品
业务热线:0769-81501733
QQ:782637759
产品详情 联系方式
产品品牌:和亚模具
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
行程模块调整调整完滑块行程标准以后,接下来就是模块的上限点调整了,一般的情况来说模块上,是要把模块的和开关设置好。这样可以要流出模块的停留的位置,通过上述一些操作,那么就可以大大增加生产效率。在此过程中,还需要对模块进行减慢处理。因为模块在下行到下死点的时候,必须要减速模块,这样保护了机器和模具。

数控折弯机模具材料的选择是切削加工成功的基础。挤出成型模具:又叫作机头。让处于粘流状态的塑料在高温高压下通过具有特定截面形状的口模,然后在较低温度下冷却定型,用来生产具有所需截面形状的连续型材的成型方法叫挤出成型,而用于塑料挤出成型的模具就叫挤出成型模具。








电铸模具要求① 冷卧式模具横浇道的入口处一般应位于压室上部内径2/3以上部位,以免压室中金属液在重力作用下过早进入横浇道,提前开始凝固。② 横浇道的截面积从直浇道起至内浇口应逐渐减小,为出现截面扩大,则金属液流经时会出现负压,易吸入分型面上的气体,增加金属液流动中的涡流裹气。

横浇道的截面积应大于内浇口的截面积,以保证金属液入型的速度。主横浇道的截面积应大于各分支横浇道的截面积。⑤ 横浇道的底部两侧应做成圆角,以免出现早期裂纹,二侧面可做出5°左右的斜度。横浇道部位的表面粗糙度≤Ra0.4μm。
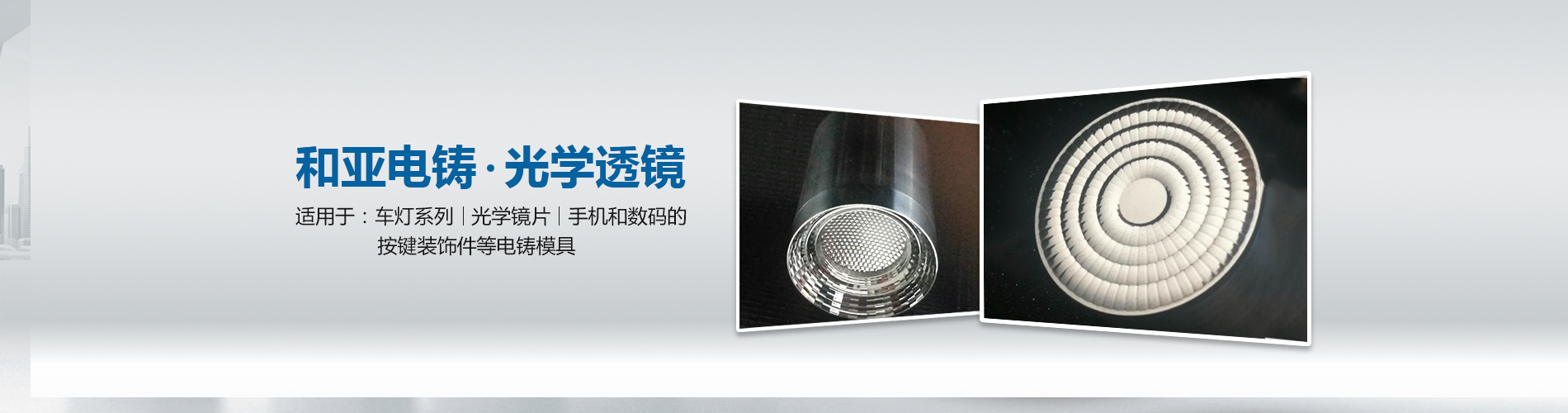
金属标牌电铸是利用电解的原理在芯模或样品上电沉积一定厚度的金属,然后将二者分离而制造模具型腔的工艺方法。电铸模具型腔的精度和光洁度与芯模完全一致。电铸也被称为非生命物质的“”技术。

电铸加工有哪些特点
1、能准确,精密地型面和细微纹路;
2、能获得尺寸精度高,表面粗糙度小于0.001mm的品,同一原模生产的电铸产品,一致性较好;
3、电铸成型是采用沉积法成型,不管多么复杂的形状,采用电铸成型均能很好的,它还可以完成用机械加工难以成型,甚至无法成型的型腔。

罗元和先生
手机:13794925533



